


Формування преформ пластику під тиском із 24 порожнинами
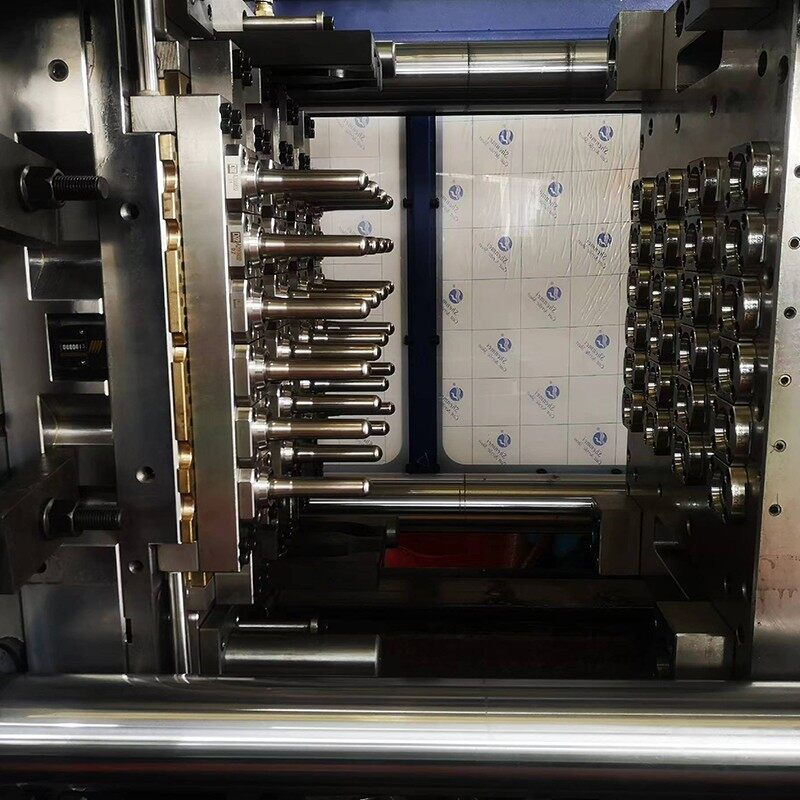
24-форми для лиття під тиском із ПЕТ-преформ із 24-порожнинами використовують високо{3}}точну систему гарячого каналу зі штифтовим клапаном, що підходить для масового виробництва мінеральної води, газованих напоїв, харчової олії та пляшок для щоденного пакування хімікатів. Порожнини форми виготовлені з високоякісної-нержавіючої сталі S136 і загартовані-під вакуумом, щоб забезпечити термін служби понад 3 мільйони циклів. Ми пропонуємо нестандартні розміри горловини пляшки, як-от 24/410 і 28/410, і суворо дотримуємося харчових-стандартів FDA. Для виробів з низькою{16}}вагою ми досягаємо швидких циклів формування 8-12 секунд і зосереджуємося на забезпеченні економічно ефективних рішень для прес-форм для клієнтів у всьому світі.

Точний розмір
Формування PET пластику під тиском має само-блокуючу багато-порожнинну структуру та високо-точне позиціонування направляючої колони, що значно зменшує зміщення та деформацію порожнини форми, гарантує, що похибка розміру преформи контролюється в межах ±0,05 мм, і покращує консистенцію та стабільність виробів, виготовлених під тиском.
Рівномірний потік
Завдяки вдосконаленій конструкції гарячої каналізації та системі точного контролю температури PET Plastic Injection Molding може досягти рівномірного потоку розплавленого ПЕТ-матеріалу, запобігти деградації матеріалу та накопиченню холодного матеріалу, а вихід продукту можна стабілізувати на рівні понад 98%.
Стійкість до корозії
Для формування ПЕТ-пластику під тиском використовується високо{0}}якісна сталь S136, яка може ефективно протистояти ерозії кислоти та інших хімічних компонентів ПЕТ-матеріалів, уникати окислення та корозії поверхні форми, а після 3 мільйонів послідовних ін’єкцій рівень корозійного пошкодження становить менше 1%.
Ефективне охолодження
Багато{0}}канальна система охолодження рівномірно знижує температуру форми для лиття ПЕТ пластику під тиском, скорочуючи час охолодження на 15%-20%, значно покращуючи ефективність виробництва, уникаючи деформації продукту.

Системи вприскування преформ ПЕТ

Технічне обслуговування
- Регулярно змащуйте ключові частини форми, наприклад між шаблоном і стяжною тягою, між повзуном і штовхальною пластиною тощо.
- Під час змащування обслуговуючий персонал повинен підтримувати безпечне та гігієнічне робоче середовище.
- Використовуйте мастило та рівномірно нанесіть його на зону змащення згідно з покроковою--функцією машини для лиття під тиском.
- Очистіть надлишок мастила вчасно після змащування, щоб запобігти забрудненню інших частин форми та вплинути на точність форми.
- Після змащування машина для лиття під тиском може керувати формою, щоб повторити дію від 3 до 5 разів для оптимізації ефекту змащення.
- Відповідно до конструкції, матеріалу та частоти використання форми відрегулюйте частоту змащування та дотримуйтесь інструкцій.
Дизайн прес-форми




Центр обробки




Складання продукту




Тестування продукції




Опис товару




Обробка цвілі

Доставка та упаковка




FAQ
Якщо ви хочете дізнатися більше про лиття ПЕТ пластику під тиском, зв’яжіться з нами.





